

类别
联系我们
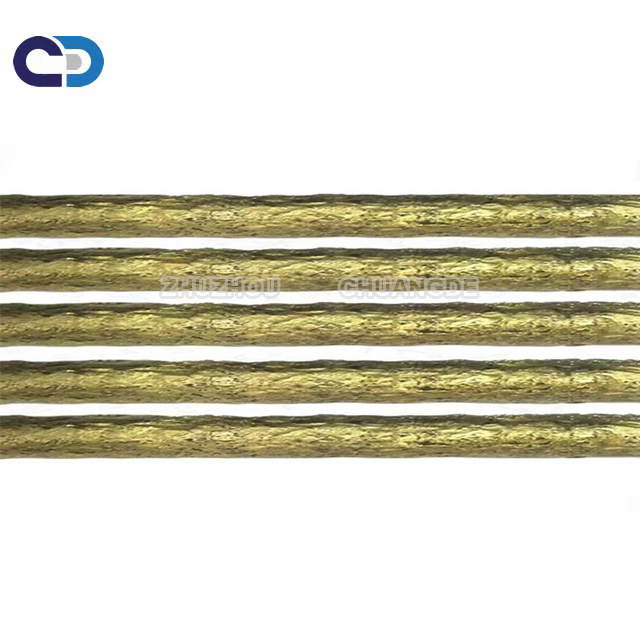


复合焊接钨碳化物杆杆,用于硬面铜棒
钨碳化物焊接杆杆,用于硬面/ dring的金色
铜碳化物碳化物复合杆由烧结的碳化钨废料和弹性矩阵合金。特殊通量和颜色的弹性矩阵合金层标记了废料等级,烧结的碳化钨碎屑的组成主要是CO和WC HB≥160。
构图:NCU,碳化碳酸盐砂岩
硬度:> 160 hb
160 hb
TRS:> 690MPA
690MPA
碳化通碳复合杆特征:
高质量的碳化水碳化水剂;
有八个成绩;
优质的磨损,腐蚀和耐磨性;
一致的质量;
| 竞争价格; | 定制服务。 | 年级 | 尺寸 |
| YD-9.5 | 9.5 | 9.5~6.5 | 废料尺寸(mm) |
| YD-8 | 8.0 | 8.0~6.5 | 颜色 |
| YD-6.5 | 6.5 | 6.5~5.0 | 深绿色 |
| YD-5 | 5.0 | 5.0~3.0 | 深蓝色 |
| YD-3 | 3.0 | 3.0~2.0 | 红色的 |
| 黄色的 | 粉色的 | YD-10 NESH | 10网格 |
| 10〜18网格 | 浅绿色 | YD-18网格 | 18网格 |
| 18〜30网格 | 浅绿色 | YD-30网格 | 30网格 |

30-50网格浅黄色生产
的
铜或镍钨碳化物杆胶结碳化物复合焊丝
氧乙烯对接,操作过程如下:
(1)清理工件,用金属光泽使焊接工件表面表面。
(2)焊接的平坦位置,因此可以使用适当的夹具固定装置来控制曲面层厚度,可用厚度。
(3)建议使用中性火焰预热,火焰芯而不是接触表面,建议至25 mm的距离。
(4)碳化物浮焊层。随着YD型电极的表面,使用中性火焰(可能是稍微碳化火焰)在工件表面运动上稳定稳定颗粒排列,可以使用合金电极手指的左手,或者在快速搅拌颗粒中握住基本电极或将杆拉到石墨杆上的另一个人,使其均匀地对齐。凹口层厚度根据设计的要求进行控制。
(5)工件焊接后,没有通风,缓慢冷却,无法淬火,有条件可用的石棉毯盖。
(6)在冷却至室温后的工件,如有必要,将表面磨碎到所需的尺寸和形状。
(7)清理工件,卸下所有飞溅,炉渣等。

申请
碳化物复合焊杆主要用于在某些严重的磨损或切割的严重磨损或伪像的情况下铺面焊接油,采矿,采矿,地质,建筑和其他行业
包装
步骤1,包裹碳化物线钻孔杆,以避免碳化物线钻孔杆破裂
步骤2,将碳化物线无聊的杆放入内部小型纸箱盒中
步骤3,将内部盒子放入外纸箱中,并用泡沫塑料填充纸箱



常问问题:
Q1: 你们是工厂还是贸易公司?
我们是拥有 12 年生产经验的工厂。
Q2: 你们的工厂位于哪里?
我们位于湖南省株洲市,那里是碳化钨基地。
Q3: 价格有竞争力吗?
我们有自己的工厂。凭借强大的生产和分销系统,我们承诺为客户提供最具竞争力的价格。
Q4: 产品质量好吗?
是的。所有产品在批量生产前都会进行测试,我们将在发货前检查物理性能、形状和公差,以确保产品合格。
请随时联系我:
艾米
销售经理
株洲创德硬质合金有限公司
215, building 1, International Students Pioneer Park,
株洲市天元区泰山路。
电子邮件:info@cdcarbide.com
Tel:+86-731-22506139
Mobile:+8613786352688
Whatspp/微信/Skype : 0086 13786352688
相关产品




给我们发送邮件













